
 English
English Español
Español عربى
عربى русский
русский 中文简体
中文简体






HG90x4.5 mm
El principal rendimiento técnico y la descripción detallada de la línea de producción Mod...






El principal rendimiento técnico y la descripción detallada de la línea de producción
| Modelo de máquina | Rango de producción | Rango de grosor de la pared | Velocidad de fresado | Potencia de alta frecuencia |
| HG16 | Φ8 ~ φ25 mm | Δ0.3 ~ 1.0 mm | 20 ~ 120 | 100kw |
| □ 6 × 6 ~ 20 × 20 | □ Δ≤0.8 mm |
1. Requisitos de taller
| Artículo | Parámetro | Observaciones |
| Dirección de alimentación | Entrada izquierda o derecha (depende del diseño del proceso del taller del cliente) | Frente al equipo, la dirección de la entrada de materia prima |
| Potencia total del equipo | Aproximadamente 180kW (máquina principal de 45kW Máquina auxiliar de 100kW de 100kW 35kW) | |
| Estándar de voltaje de la fuente de alimentación | 380V/50Hz; Sistema trifásico de cuatro hilos | Gabinete de distribución de bajo voltaje, cables, con el cliente autoproviado |
| Área de equipo cubierta | L30-35M × W 4.5M | Según el diseño del equipo |
| El área de la máquina de soldadura de alta frecuencia está cubierta | L6M × W 3M × H 2.8M | |
| Suministro de agua (reciclado) | Una piscina de enfriamiento: 20m³; Un conjunto de bombas de alta presión. Alternativamente, el proveedor puede proporcionar al comprador dibujos de fábrica y, según los dibujos, crear un plan de diseño de vías fluviales. | El cliente proporciona una piscina de agua, una bomba de agua, un sistema de plomería y una torre de enfriamiento |
| Suministro de aire | Compresor de aire: un conjunto 1.6m³ para tuberías de acero comunes; si la tubería galvanizada necesita 3.5m³ | El cliente proporciona un compresor de aire, un tanque de almacenamiento de aire y una tubería |
| Equipo de elevación | Aircrane 5 ~ 10tones: dos sets | El cliente se proporciona auto |
| Piezas consumibles normales | (1) cuchillos raspadores | |
| (2) cuchilla de sierra | ||
| (3) Ferrite | ||
| (4) Bobina de inducción (tubo de cobre, tubo aislado) |
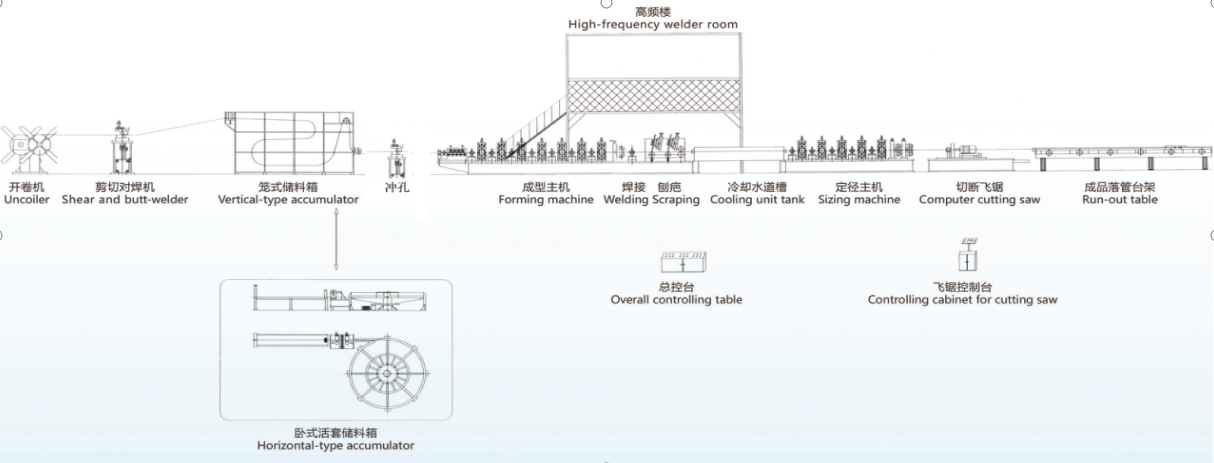
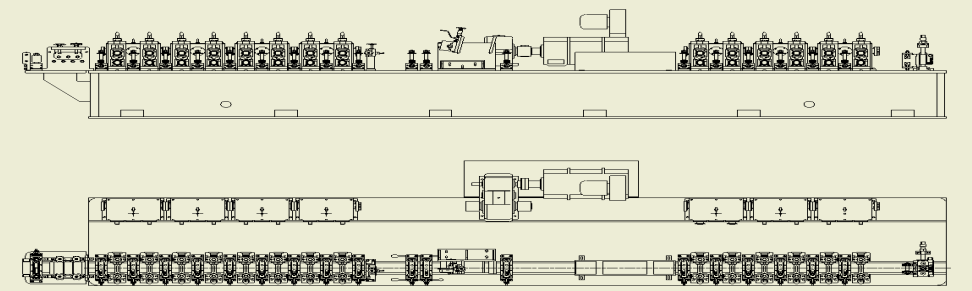
Proceso de producción
Materia prima (tira de acero) → desenrollado → soldadura de cizallamiento y extremo → material acumulado → nivelación de no potencia → formación de molinos → soldadura de alta frecuencia → eliminación de rebabas fuera de la costura de soldadura → enfriamiento → dimensionamiento → → → corte de longitud fija → tubo de acabado → paquete
Especificación técnica (imágenes solo como referencia)
| 1 、 Defilador hidráulico de doble lado | |
| Función | La función de esta unidad es desmantelar toda la bobina de la tira de acero y proporcionar las materias primas necesarias para la máquina de formación |
| Carga de peso | Max. 1.5 toneladas / |
| cabezales de cono | Cabezal de cono doble, rotación automática de control remoto del motor hidráulico, N y reemplazo de material |
| Tipo de estructura de conehead | Combinación de controles deslizantes, resistentes y estables |
| Expandir el tipo | Expansión hidráulica |
| Material de cabezas de cono | Husillo: 42crmo, forjado, templado general; |
| Placa de arco: 45# templado general | |
| Slive de cuña: 45# acero templado | |
| Tipo de freno | Tipo neumático |
| Dispositivo de bloqueo de material | Modo manual |
 | |
| 2 、 Esquilaje y revoltijo (Nota: solo se pueden usar aquellos con un grosor de 0.5 mm o más) | |
| Función | Su función es cortar y alinear la cabeza y el final de dos tiras diferentes, cortar piezas irregulares y soldar dos tiras juntas para que la línea pueda funcionar continuamente |
| Tipo de cizallamiento | Cizón neumático, material: CR12MOV |
| Tipo de sujeción | Pinza neumática |
| Tipo de soldadura | Soldadura automática de TIG |
 |
| 3.1 、 Acumulador de tipo vertical (el rango de ancho se puede ajustar eléctricamente con una cadena) | |
| Función | Se utiliza para acumular suficientes tiras de acero para garantizar que la máquina funcione continuamente |
| Tamaño externo | Longitud 5.5 m |
| Motor de alimentación | 4KW (motor de CA con regulación de velocidad de frecuencia variable) |
| Velocidad de alimentación | Máx 200m/min |
| Capacidad de almacenamiento | 150 ~ 300m |
 |
| 3.2 、 Acumulador horizontal (3.1 y 3.2 para ser seleccionado por el cliente) | |
 | |
| Función | Se utiliza para acumular suficientes tiras de acero para garantizar que la máquina funcione continuamente |
| Tamaño externo | SOBREDOSIS. 3.0m |
| Motor de alimentación | 11 kW (motor de CA con regulación de velocidad de frecuencia variable) |
| Motor de almacenamiento | 15 kW (motor de CA con regulación de velocidad de frecuencia variable) |
| Velocidad de alimentación | Max200m/min |
| 3 、 Máquina principal de formación y dimensionamiento (ocho delanteros, seis traseros, cama integral) Máquina principal | |
| Arreglo de la unidad: | |
| Formación: 2 rodillos nivelado → V → 7 Rodeadores de rodillos → V → 1 H → 1 V → 2 H → 2 V → 3H → 3V → 4 H → 4 V → 5 H → 5 V → 6H → 6 V → 7 H → 7V → 8H → 8V | |
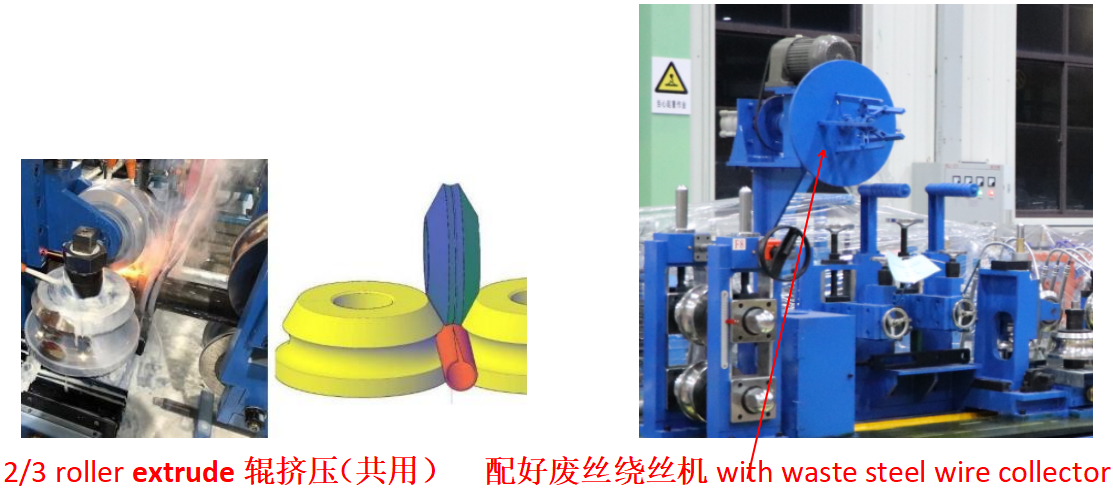
| Guía y 2 o 3 rodillos extruye → raspador → pulido → enfriamiento de agua | |
| Dimensionamiento: 1 V → 1 H → 2 V → 2 H → 3 V → 3 H → 4 V → 4 H → 5 V → 5 H → 6V → 6 H → Medición de velocidad → Enderezado | |
| 1 ) Dispositivo de alimentación y nivelación | |
| Función | Las tiras de acero se enderezan y se aplanan para garantizar que estén centradas y rectas al ingresar a la zona de formación. |
| con 7 rollos de dispositivo de nivelación para ingresar a la máquina de formación constantemente | |
| Estructura | |
| Anti -salto de 1 roll, 2 rollos guía vertical, 7 rollos nivelado | |
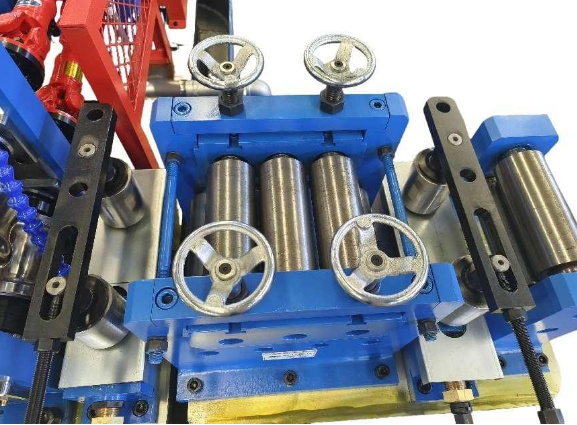 |
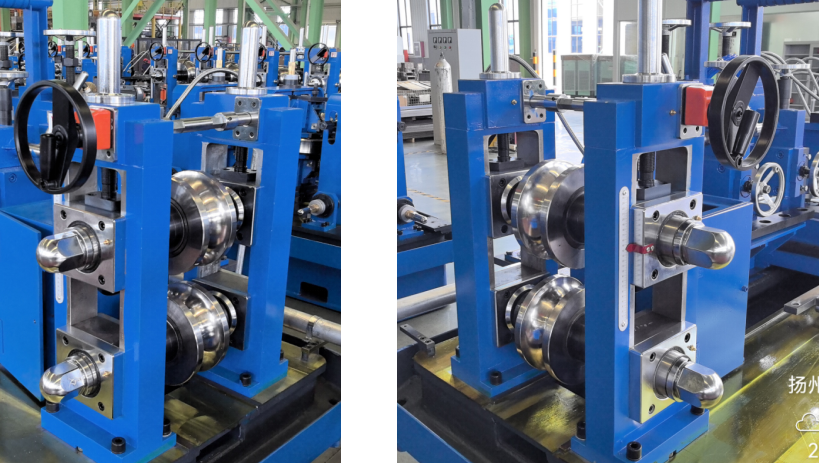
2 ) Máquina de formación
| ||
| Función | Se puede exprimir gradualmente las tiras de acero en espacios en blanco de tubo formando rollos y enviar a la máquina de soldadura, | |
| Tipo de formación | W forma hecha, tipo de agujero de doble radio | |
| Soportes de rollo horizontal | 8 pisos | |
| Soporte de rollo vertical | 8 stands | |
| Soportes de rollo horizontal | ||
 |
| Cantidad | 8colocars | |
| Estructura | ||
| Marco de pórtico de doble columna, con el marco de extremo de funcionamiento capaz de reemplazo del rollo lateral | ||
| Material de soportes horizontales | Piezas de acero fundido de precisión | |
| Diámetro del eje horizontal | Φ36 mm | |
| Material de eje horizontal | 42CRMO, HB260 ~ 290 normalizado, enfriamiento de alta frecuencia de superficie HRC50 ~ 55 | |
| Templando el apagado de la superficie | ||
Opciones: el dispositivo de soporte de roll roll horizontal adopta un ajuste sincrónico de engranaje de gusano y una regla, que puede ajustar de manera precisa y sincrónica la altura del control deslizante en el rodillo plano, lo que hace que sea más fácil y más preciso cambiar de diferentes tamaños. (Precio adicional)
| ||
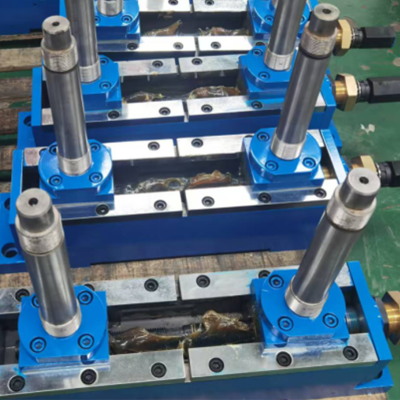
Soporte de rollo vertical
| |||
| Cantidad | 8 pisos | ||
| Estructura | Estructura de doble pivote, fortalecido y sujeto con placas de extracción; El molino de rodillos se ensambla en el eje del rodillo a través de los rodamientos, lo que facilita el cambio de los rodillos. | ||
| Material de soportes verticales | QT400 El control deslizante es de tipo ranura (alta precisión, no fácilmente dañada) | ||
| Diámetro de eje vertical | Φ25 mm | ||
| Material de eje vertical | 40CR, HB260 ~ 290 normalizado, enfriamiento de alta frecuencia de superficie HRC50 ~ 55 | ||
| Templando el apagado de la superficie | |||
| Método de ajuste de rodillos | El centro y la posición de los dos ejes de rodillos se ajustan ajustando la manga del tornillo, y la tuerca de ajuste es una tuerca de cobre; La altura del rodillo vertical se ajusta ajustando la tuerca. | ||
caja de cambios
| ||
| Cantidad | 4colocars | |
| Material de caja | QT400 | |
| Tipo de transmisión | Transmisión de engranaje biselado espiral | |
| Material de engranaje biselado espiral | ||
| 20crmnti Forjeo, tratamiento de enfriamiento de la superficie del diente | ||
| Material de eje de engranaje | 40CR, HB260 ~ 290 normalizado, enfriamiento de alta frecuencia de superficie HRC50 ~ 55 | |
| Templando el apagado de la superficie | ||
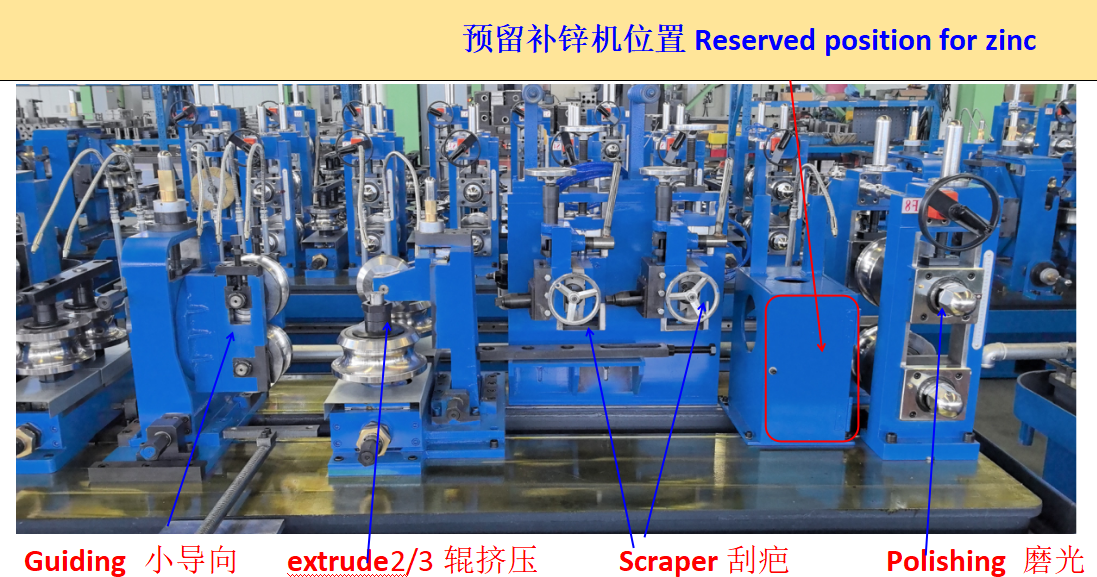
3) sección de soldadura
 | ||
| ① Estrella de guía | ||
| Función | La función de esta unidad es transmitir el tubo en blanco al dispositivo de extrusión | |
| Estructura | Tipo de 2 roll, ajustable horizontal y verticalmente, y puede girar en cierto ángulo. Los ajustes horizontales y verticales se realizan con varillas de tornillo, mientras que los ajustes de rotación del marco se realizan con engranajes de gusano. | |
| material de eje | 40CR, HB260 ~ 290 normalizado, enfriamiento de alta frecuencia de superficie HRC50 ~ 55 | |
| Templando el apagado de la superficie | ||
| ② Dispositivo de compresión (dos o tres tipo de rodillo SQ) | ||
| Función | La costura de soldadura se cerrará | |
| Estructura | Dos o tres rodillos tipo sq, estructura de doble pivote, fijación con placa de extracción | |
| material de eje | 40CR, HB260 ~ 290 normalizado, enfriamiento de alta frecuencia de superficie HRC50 ~ 55 | |
| Templando el apagado de la superficie | ||
| ③ Raspador | ||
| Función | Use un cuchillo raspador para quitar el cordón de soldadura exterior, la costura de soldadura suave y despejará. | |
| Estructura | 2 conjuntos de raspadores; El raspador se puede ajustar, hacia abajo y horizontalmente, y tiene una función de elevación rápida. Se proporciona una paleta o rodillo debajo del soporte de la cuchilla; | |
| ④ Pulido | ||
| Función | Estabilización de tuberías de acero y aplanamiento de rebabas externas y piezas desiguales | |
| material de eje | 40CR, HB260 ~ 290 normalizado, enfriamiento de alta frecuencia de superficie HRC50 ~ 55 Cadrenado de superficie de semejación | |
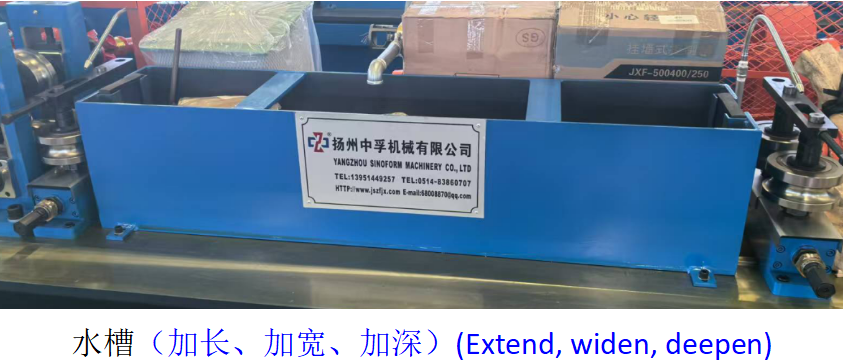
| 4) Tanque de enfriamiento | ||
| Función | Adopte el tipo de pulverización del tanque de agua para asegurarse de que el tubo en blanco se enfríe lo suficiente. | |
| Estructura | Estructura soldada de tipo de caja, la tubería de agua superior se convierte en forma de rociado para rociar y enfriar la tubería de acero. | |
 |
5) Máquina de dimensionamiento ( Seis planos, seis vertidos 2 juegos de alisado turco )
| ||
| Función | ||
| La función del dispositivo cuadrado de empuje de tipo cuatro roll es deformar en línea la tubería de acero en forma de precisión en una tubería de espaciado cuadrado y enderezarlo aproximadamente para lograr dimensiones geométricas y planitud ideales. | ||
| ① Soporte horizontal | 6 conjuntos, lo mismo que formar una máquina | |
| ② Soporte de rollo vertical | 6 conjuntos, lo mismo que formar la máquina | |
| 3) Dispositivo de alisado (ver el último turco - cabezas anteriores) | |
| Tipo de dispositivo de alisado | |
| Turco - cabezas, 360 ° rotatables | |
| Estructura | |
| 2/4: marco de balanceo, con rodillos distribuidos en la misma superficie, ajustable horizontal y verticalmente, y capaz de girar en un cierto ángulo. Los ajustes horizontales y verticales se realizan con varillas de tornillo, mientras que los ajustes de rotación del marco se realizan con engranajes de gusano. | |
| Diámetro del eje | Φ25 mm |
| Material de eje | 40CR, HB260 ~ 290 normalizado, enfriamiento de alta frecuencia de superficie HRC50 ~ 55 |
| Templando el apagado de la superficie | |
| 6) Dispositivo conducido principal | |
| Camino de conducción | |
| Motor → reductor → caja de engranajes → ejes universales → ejes horizontales | |
| Modelo de motor principal, energía | 45kW DC Motor , 1 set ; |
| Reductor | Zly160 , 1 set ; |
| Caja de cambios | Parte de formación : 4 sets ; Parte del dimensionamiento : 3 conjuntos |
| Caja de transmisión de engranajes para paraguas en espiral, con alta capacidad de carga, alta eficiencia de transmisión y larga vida útil. | |
| Material de engranaje de paraguas espiral: 20crmnti, templando la superficie de la superficie de la superficie de la capa carburizada1.1 ~ 1.5 mm, la dureza de enfriamiento de la superficie HRC55 ~ 60。 | |
 |
5 、 Rodillo
| ||
| Rollo | Material : CR12 , Dureza del tratamiento térmico: HRC58 - 62. Corte de alambre de vía clave y mecanizado CNC aseguran la precisión de la forma del orificio y el pulido de la superficie de trabajo. | |
| rollo de extrudencia | Material : H13 , Dureza del tratamiento térmico: HRC50 - 53. Corte de alambre de keyway, torno de perfil CNC, pulido de superficie de trabajo. | |
| Almohadilla | Material : 45# acero. | |
6.1 、 Sierra de corte caliente
| ||
| Estructura | PLC, corte de cuchilla de sierra ordinaria | |
| (1) Diámetro de corte máximo | Φ25 mm | |
| (2) Espesor de corte máximo | Δ 1.0 mm | |
| (3) Longitud de corte y precisión | L = 3 ~ 8m, ≤ ± 3 mm | |
| (4) Tipo de unidad | Sierra neumática (cabeza de sierra agrandada y reforzada) | |
| (5) Tamaño de la cuchilla de sierra | Φ300 mm × φ50 mm × 1.0/1.5 mm | |
| (6) Motor de conducción | Motor de CA de 15 kW | |
| (7) Motor de corte | Motor de CA de 7,5 kW | |
| (8) CLAMP | Abrazadera | |
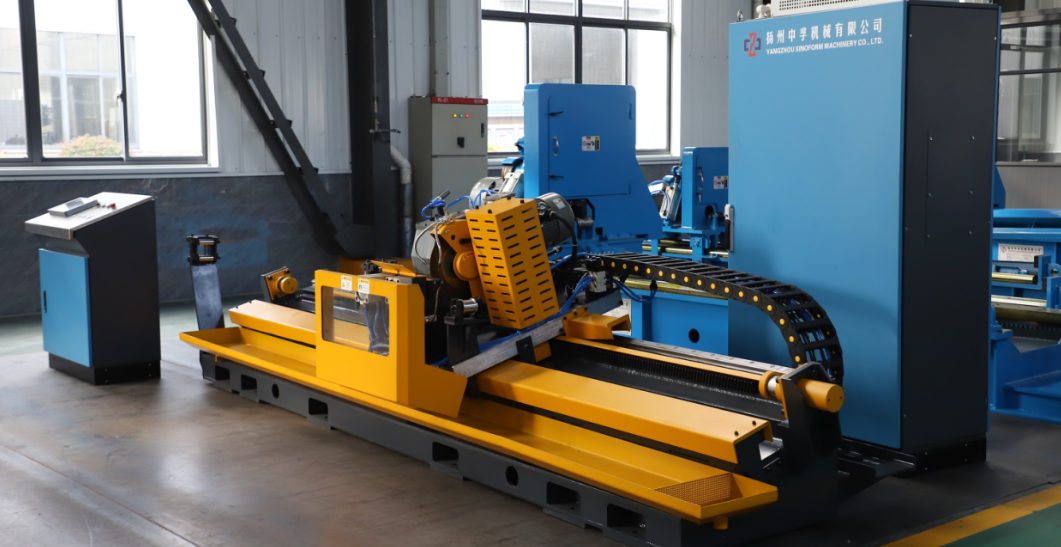
6.2 、 Sierra de corte en frío
| ||
| Estructura | Corte de servo controlado | |
| ( 1 )、 Diámetro de corte máximo | Φ25 mm | |
| ( 2 )、 espesor de corte máximo | Δ1.0 mm | |
| ( 3 )、 longitud de corte y precisión | L = 4 ~ 8m, ≤ ± 2 mm | |
| ( 4 )、 Tipo de conducción | Servo Motor/Ball Torny/Guía lineal | |
| ( 5 )、 Tamaño de la cuchilla de sierra | Φ350 mm-hss acero de alta velocidad | |
| ( 6 )、 motor de conducción | 11 kw Yaskawa Servo Motor | |
| ( 7 )、 motor de corte | Motor de CA de 7,5 kW | |
| ( 8 ) Motor de alimentación | 1.8 kw Yaskawa Servo Motor | |
| ( 9 )、 velocidad de corte | 20-120 m/min | |
7 、 Mesa transportadora
| ||
| Función | ||
| La función es acelerar la separación de tuberías de acero cortadas a longitudes fijas y transportarlas al área de empaque | ||
| Motor de transmisión | 2.2 kW | |
| Motor de CA con regulación de velocidad de frecuencia variable | ||
| Cantidad de rodillos de alimentación | 9 sets | |
| Longitud | 9 m | |
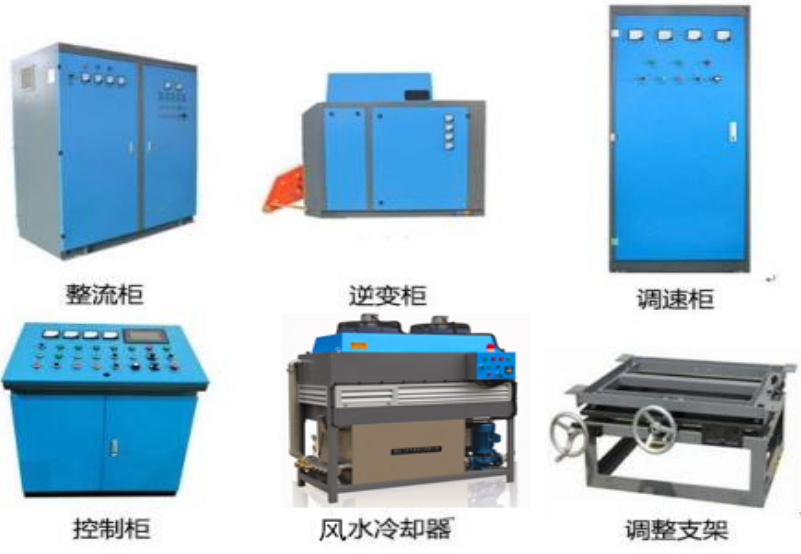
| 8、150kW Máquina de soldadura de alta frecuencia | |
| Introducción | Todo el equipo está controlado por un sistema PLC para lograr funciones integrales de control de fallas y control de fallas, y el estado operativo del equipo se monitorea a través de una pantalla LCD |
| Composición | Gabinete rectificador |
| Gabinete inversor | |
| Dispositivo de enfriamiento | |
| MESA DE OPERACIONES | |
| TRANSFORMADOR | |
| Ajustor de velocidad de DC | |
 |
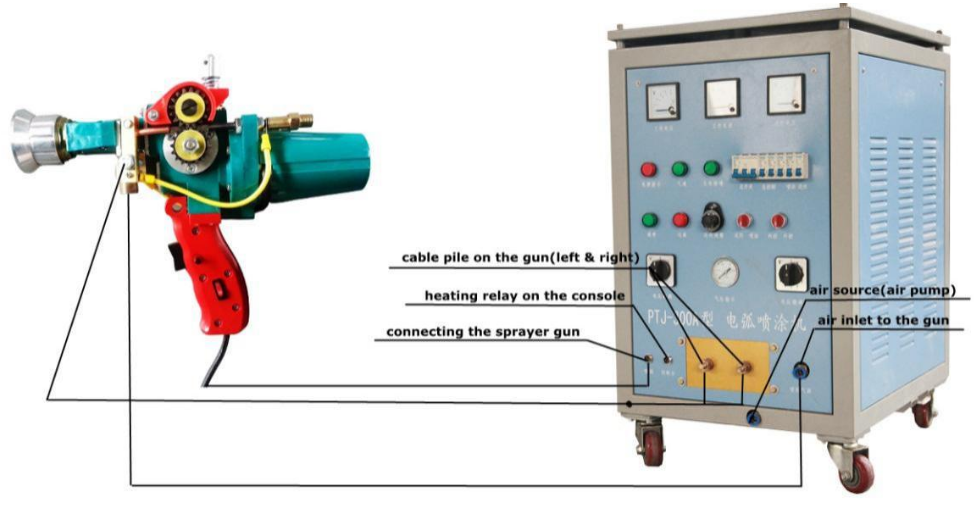
| 9 、 Máquina de pulverización de zinc (opción del cliente) | |
| Descripción general | El arco se quema en ambos extremos del cable como fuente de calor, lo que hace que el cable se derrita. Al mismo tiempo, el aire comprimido atomiza el cable derretido en gotas de gas, que luego se rocían a alta velocidad sobre la superficie de la pieza de trabajo previamente tratada. Formar un recubrimiento completo. |
 |





La diferencia fundamental entre REG y EFW Los tubos de acero se encuentran en el mecanesmo de soldadura: REG (El...
LEER MÁSun Molino de tubos ERW es una línea de producción continua que transforma tiras planas de acero en tubos redondos, cuadrados o rectangu...
LEER MÁSTuberías REG , que significa tubos soldados por resistencia eléctrica, son tubos de acero fabricados conformando en frío tiras o bobinas...
LEER MÁSSe hacen pipas utilizando uno de los tres métodos de fabricación principales según el material: los tubos de acero sin costura se forman perforan...
LEER MÁS No.1 Xiangjian Road, Suburbios del Norte de la ciudad de Yangzhou, provincia de Jiangsu, China
No.1 Xiangjian Road, Suburbios del Norte de la ciudad de Yangzhou, provincia de Jiangsu, China
 Teléfono: +86-0514-8363 8877
Teléfono: +86-0514-8363 8877 Correo electrónico: [email protected]
Correo electrónico: [email protected]© Yangzhou SinoForm Machinery Co., Ltd. Personalizado HG16X1.0 mm proveedores
